
聯系人:桂先生
手機:15705117266
電話:0515-88662192
傳真:0515-88660855
網址:www.hnjundu.cn
郵箱:ychnkj@163.com
地址: 鹽城市鹽都區大縱湖鎮工業園區
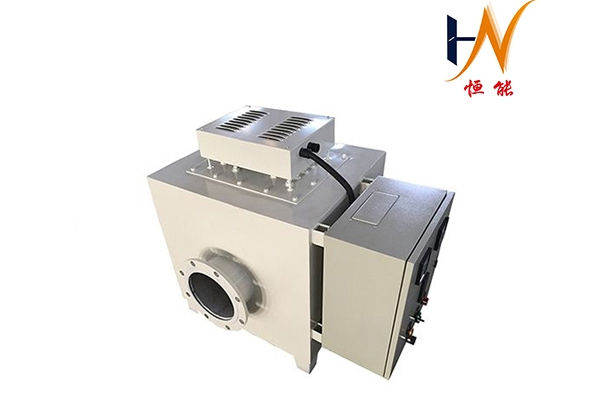
電加熱器加熱方式之一電阻加熱利用電流的焦耳效應將電能轉變成熱能以加熱物體。安徽風道式加熱器通常分為直接電阻加熱和間接電阻加熱。前者的電源電壓直接加到被加熱物體上,當有電流流過時,被加熱物體本身(如電加熱熨平機)便發熱。可直接電阻加熱的物體必須是導體,但要有較高的電阻率。由于熱量產生于被加熱物體本身,屬于內部加熱,熱效率很高。間接電阻加熱需由專門的合金材料或非金屬材料制成發熱元件,由發熱元件產生熱能,通過輻射、對流和傳導等方式傳到被加熱物體上。風道式加熱器生產廠家由于被加熱物體和發熱元件分成兩部分,因此被加熱物體的種類一般不受限制,操作簡便。間接電阻加熱的發熱元件所用材料,一般要求電阻率大、電阻溫度系數小,在高溫下變形小且不易脆化。常用的有鐵鋁合金、鎳鉻合金等金屬材料和碳化硅、二硅化鉬等非金屬材料。
管道加熱器是采用現代科技價格生產的電熱元件,適用于各種塑料、化工、化纖機械及食品包裝、電線、電纜機械;熱風風道,輸油管道等相配套的加熱電器及電熱配件。金屬電加熱器系列根據基本和絕緣介質不同分為三大類A. 金屬云母加熱器:是以高介質的鎳锘2080合金發熱絲為發熱體。采用天然云母或人造云母板為絕緣體阻繞而成。外層根據用戶采用不同金屬板材為傳導發熱體,經機械加工而成的加熱圈,板等各種形狀的加熱器。表面負荷正常功率應在2.5~3W/cm2。

在電加熱器系統的制作中,焊 接是十分重要的步驟。系統大部分是由管道進行輸送的,所以管道和管道間、管道和其他部件之間的連接,除了螺栓連接外就是采用焊接的。先把法蘭焊接到管進 上,再通過螺栓連接將兩個管道連接起來。由于管道內是甘熱油,所以溫度和壓力都比較高,焊接的好壞直接影響了整個系統的質量。由此看出,焊接工藝在導熱油 系統的設計中是個不可或缺的步驟焊接就是局部迅速加熱和冷卻的一個過程,受到工件四周本體的拘束不能自由膨脹和收縮的焊接區域,工件冷卻后會在焊件中產生焊接應力甚至變形。

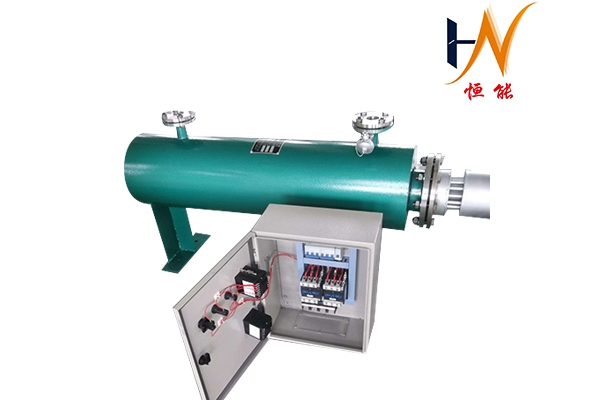
首先,是管道加熱器的控制箱使用的溫度要求,環境溫度不高于+40℃,24小時平均溫度不高于+35℃,環境空氣溫度下限為-5℃。當溫度為+40℃時,空氣清潔,相對濕度不超過50%。在較低的溫度下,允許較高的相對濕度,例如,+20℃的相對濕度為90%,考慮到溫度變化可能會偶爾出現適度的冷凝。管道加熱器的控制箱使用有什么要求?其他方面,管道加熱器的控制箱使用,污染等級為三級。安裝現場的標高不得超過2000米。地面垂直安裝。安裝傾斜度不得超過5度。沒有嚴重振動和沖擊的地方不足以腐蝕開關設備和部件。運輸和儲存溫度在-25℃至+55℃之間,在短時間內(不超過24小時)可達到+70℃。





