
聯(lián)系人:桂先生
手機:15705117266
電話:0515-88662192
傳真:0515-88660855
網(wǎng)址:www.hnjundu.cn
郵箱:ychnkj@163.com
地址: 鹽城市鹽都區(qū)大縱湖鎮(zhèn)工業(yè)園區(qū)
在電加熱器系統(tǒng)的制作中,焊 接是十分重要的步驟。系統(tǒng)大部分是由管道進行輸送的,所以管道和管道間、管道和其他部件之間的連接,除了螺栓連接外就是采用焊接的。先把法蘭焊接到管進 上,再通過螺栓連接將兩個管道連接起來。由于管道內(nèi)是甘熱油,所以溫度和壓力都比較高,焊接的好壞直接影響了整個系統(tǒng)的質量。由此看出,焊接工藝在導熱油 系統(tǒng)的設計中是個不可或缺的步驟焊接就是局部迅速加熱和冷卻的一個過程,受到工件四周本體的拘束不能自由膨脹和收縮的焊接區(qū)域,工件冷卻后會在焊件中產(chǎn)生焊接應力甚至變形。

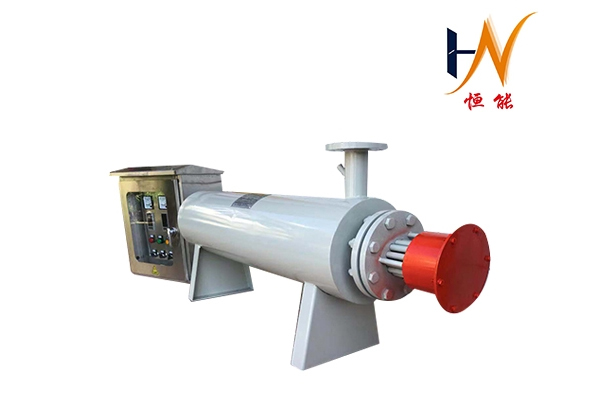
方式一:直接加熱(內(nèi)部加熱)直接加熱是通過管道加熱器內(nèi)部的法蘭式管狀電熱元件倒插在管道加熱器中的反應釜夾套中加熱導熱油,將管道加熱器中的熱能傳輸給管道加熱器內(nèi)部反應釜中的化工原料;或者直接在管道加熱器中的反應釜中插入管道加熱器中的管狀電熱元件或在管道加熱器的壁四周均勻分布電熱管。這種模式稱為管道加熱器的內(nèi)熱式。管道加熱器的內(nèi)熱式升溫快、效率高。方式二:間接加熱(遠紅外加熱)間接加熱是近幾年出現(xiàn)的,是通過遠紅外電加熱設備,將管道加熱器中的內(nèi)部的電加熱器覆蓋管道加熱器中反應釜底部及管道加熱器的中下部位進行加熱,不需要直接接觸來加熱,管道加熱器的遠紅外電加熱裝置具有管道加熱器內(nèi)部系統(tǒng)的加熱面積大,使得管道加熱器的溫度穩(wěn)步快速上升
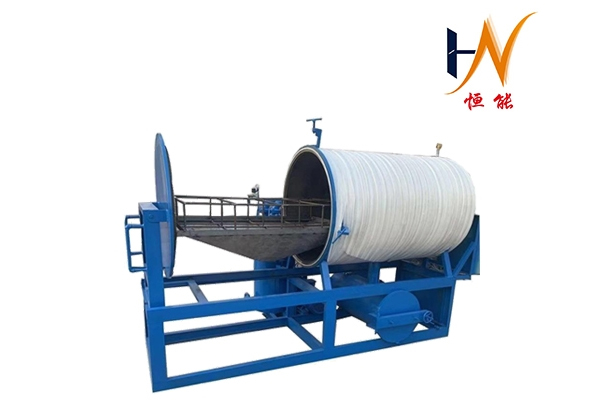
風道加熱器的超溫控制裝置風道加熱器主要用于風道中的空氣加熱,規(guī)格分低溫、中溫、高溫三種形式,在結構上的共同之處是采用了用鋼板支撐電熱管以減少風機停止時電熱管的振動,在接線盒中都裝有超溫控制裝置。低溫型可直接安裝在風道上,而中溫型、高溫型由于結構上的不同,在通道外壁至加熱器接線盒夾有100mm厚的保溫材料,一方面減少整個通道的對外散熱,另一方面也減少了接線腔內(nèi)的溫度。

電加熱器在使用過程時,不可將易燃易爆物品放在電加熱器附近或是邊上,必須保持一定的安全距離。揚州真空燒網(wǎng)爐構造電加熱器必須放在不導熱的不燃材料基座上;電加熱器導線的安全截流量必須滿足電加熱器的容量要求,工業(yè)用電加熱器在任何情況下都要裝置單獨的電路。導線必須安裝插頭,不可將電加熱器線頭直接插入插座;電加熱器導線老化破損應及時更換,電路中沒有安裝熔斷器的電加熱器不得使用;電加熱器使用時必須有人看管,離開時應拔掉插頭,在使用過程中,若遇停電,也應及時將電加熱器插頭拔出,不要遺忘。真空燒網(wǎng)爐構造價格對于多次修理的電阻絲,最好不再使用,應更換新的電阻絲。易燃易爆物品嚴禁用電加熱器烘干;電烘箱應有控制溫度的裝置,既要防止溫度過高,又要防止電加熱器烘烤時間過長。
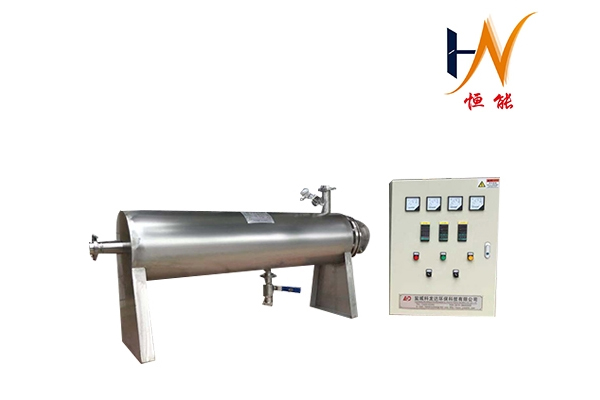
電加熱管是管狀電熱元件它是由金屬管螺旋狀電阻絲及結晶氧化鎂粉等組成的。在不銹鋼無縫管內(nèi)均勻地分布高溫電阻絲,在空隙部分填入導熱性能和絕緣性能均良好的結晶氧化鎂粉,結構不但先進,熱效率高,發(fā)熱均勻,高溫電阻絲中有電流通過時,產(chǎn)生的熱通過氧化鎂粉向金屬管表面擴散,再傳遞到被加熱件或空氣中去,達到加熱的目的電加熱管使用維護及注意事項1、外形尺寸圖中尺寸“B”必須全部浸入油中免燒壞元件。被加熱油應無腐蝕性。2、SRY3型的工作液面必須在緊固件之下,尺寸線“B”之上。3、熔化瀝青、石蠟等固態(tài)油類時應降低電壓使用,等熔化后再升至額定電壓。以防止電量集中降低元件使用壽命。





